Pular para o conteúdo
Pular para o conteúdo 



















Factories comparing a stripping station with a separate blanking machine are usually not asking which machine sounds more advanced.
They are trying to avoid buying a post-press workflow that mismatches their order mix, floor layout, labor plan, and die-cutting rhythm, then creates idle time, repeated pile handling, or poor ROI.
For many small and mid-sized folding carton factories, a separate blanking machine is often the more practical choice because it costs less to adopt across mixed jobs, adjusts faster, and fits more production scenarios, while a stripping station tends to suit stable, high-volume lines that can justify a tightly linked workflow.

That judgment should be framed as a line-balance decision for folding carton blank separation after die cutting, not as a generic claim that one option is always faster or better.
The article should therefore compare both options by throughput matching, setup burden, labor deployment, pile logistics, job mix, and process control before discussing ROI or supplier fit.
When Stripping Station is the better fit
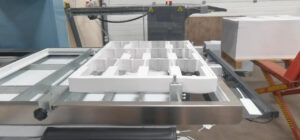
A stripping station usually makes sense when the factory already runs a mature die-cutting line with predictable carton structures, stable weekly volume, and limited product variation. In that case, keeping stripping in-line can reduce the amount of intermediate handling between die cutting and blank separation. If the same pile format, same sheet size, and same output rhythm repeat day after day, the plant can benefit from a more continuous workflow.

This option is often more attractive when the bottleneck is not flexibility but synchronization. For example, a plant may have one high-volume folding carton program that stays on the line for long periods, with enough demand to justify longer make-ready time and closer equipment coupling. In that scenario, the floor team can plan labor and output around a consistent rhythm instead of switching jobs constantly.
The tradeoff is that a stripping station is less forgiving. If order fragmentation is high, changeovers are frequent, or the factory needs to react quickly to urgent short runs, the line can become too rigid. Once the workflow is tied tightly to one rhythm, any mismatch in die-cut output, pile transfer, or downstream collection affects the whole line. That is why a stripping station is usually a production-control choice, not just a machine-choice.
When Separate Blanking Machine is the better fit
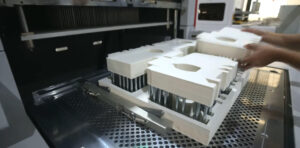
A separate blanking machine is usually better when the factory wants to separate blank handling from the die-cutting rhythm. That matters for mixed order books, small batches, sampled orders, and factories that need to keep one operation running while another changes over. Instead of forcing every job to live inside one in-line chain, the plant can treat blank separation as an independent step with its own labor plan and its own pace.
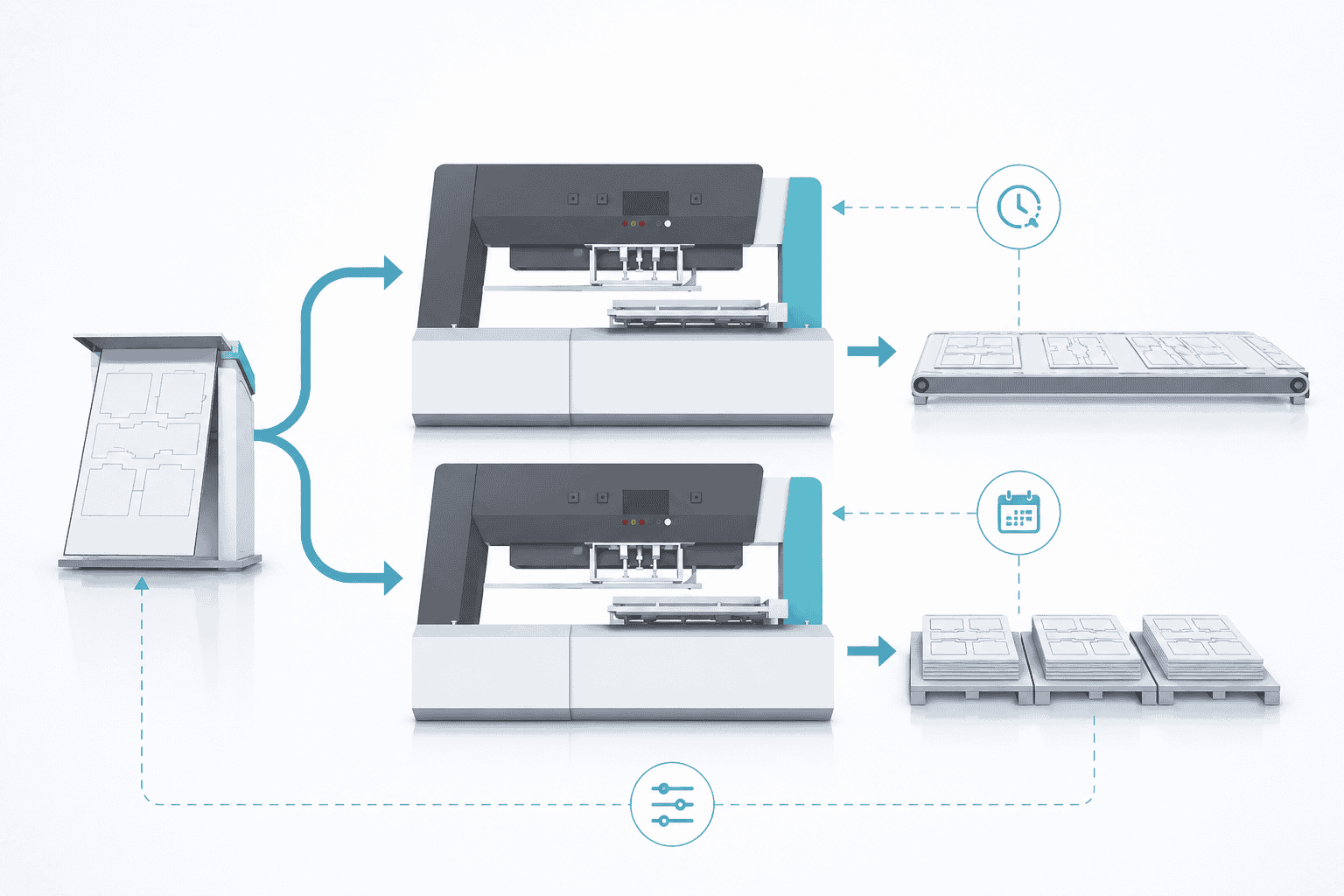
For many small and mid-sized folding carton factories, this is the more practical path. The machine is often easier to adopt across multiple products, and the shorter adjustment time can matter more than a theoretical speed advantage. SINHOSUN sees this frequently in buyer discussions: if the plant’s real problem is not raw throughput but flow control, then the separate machine often gives the team more room to schedule, stage piles, and keep the post-press area organized.
The tradeoff is that independence does not remove discipline. A separate blanking machine still needs correct pile format, stable upstream output, and a clear downstream collection plan. If the plant treats it as a spare device instead of part of a defined workflow, the extra flexibility can be lost in avoidable handling.
Key decision factors buyers should check
Before asking which machine is better, buyers should test whether their production reality is even compatible with an in-line setup. The most useful questions are usually practical ones:
- How stable is the order mix across the month?
- How often do you change carton structures, sheet sizes, or pile formats?
- How many times does a stack get touched after die cutting?
- Does the current layout allow direct transfer, or does it force extra movement?
- Can the die-cutting rhythm and blank separation rhythm stay matched without constant waiting?
- Is the labor team easier to schedule as one linked line or as separate work cells?
- Do the carton structure, nick pattern, pile height, and delivery orientation match the supplier’s blanking method?
This is where practical factory experience matters. The right answer depends not only on the machine spec sheet, but on how piles are formed, how blanks are collected, and whether the downstream area can keep up. If the line uses many short runs, the separate blanking machine often protects the schedule. If the line runs a stable program for weeks at a time, a stripping station can reduce handling and keep flow tighter.
Common mistake to avoid
One common mistake is buying by headline speed alone. A line can look efficient and still fail if the plant’s order mix is too fragmented or if the downstream area cannot absorb output at the same rhythm. Another mistake is assuming tighter coupling always saves labor. If make-ready becomes long, pile movement is awkward, or changeovers become expensive, the saved handling step can be lost to downtime.
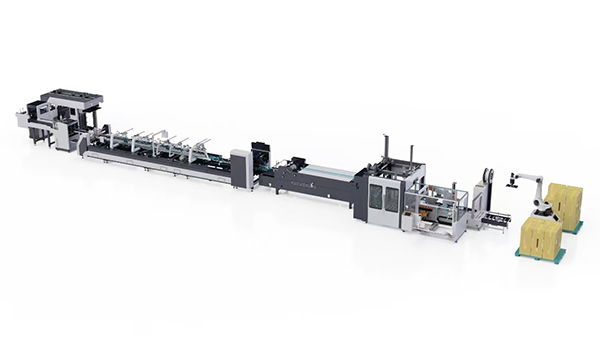
The deeper mistake is to compare the machines without comparing the workflow. For folding carton post-press, the real choice is usually between a tightly linked line and a more decoupled line. That is why SINHOSUN usually advises buyers to map the actual pile flow first, then ask which machine will create the fewest interruptions in that specific plant.
Conclusão
If your carton line runs stable, high-volume jobs and your layout supports a tightly linked workflow, a stripping station can be a good fit. If your orders are mixed, your changeovers are frequent, or you need more scheduling freedom, a separate blanking machine is often the safer and more practical choice.
The simplest next-step logic is this: if your pain is synchronization and you can keep one rhythm for a long time, lean toward a stripping station. If your pain is flexibility, labor planning, or frequent changeovers, lean toward a separate blanking machine. If you are still close between the two, build a one-week order map, count how many times piles move after die cutting, and ask the supplier to verify carton structure and pile format compatibility with a sample job before you commit.