Pular para o conteúdo
Pular para o conteúdo 



















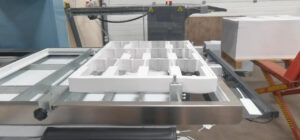
Many buyers ask whether a pneumatic waste stripper is really suitable for corrugated board after die cutting, because the waste is not always easy to separate cleanly.
If the die-cut layout is not planned for pneumatic stripping, operators may still need too much manual cleanup, which slows the line and reduces the tool’s advantage.
Yes— a pneumatic waste stripper can handle corrugated board after die cutting when the blank design includes proper waste-break points and the waste area is planned for pneumatic knock-off.
In factory use, its value is not just that it can remove waste, but that it can do so faster and with less labor than hand stripping when the structure is prepared correctly.
That means buyers should evaluate both the machine and the die-cut design together, instead of asking only whether the tool can blow waste off the board.
What die-cut waste-break points make corrugated board suitable for pneumatic stripping?
The key is not only the machine. It is how the die-cut line is built.
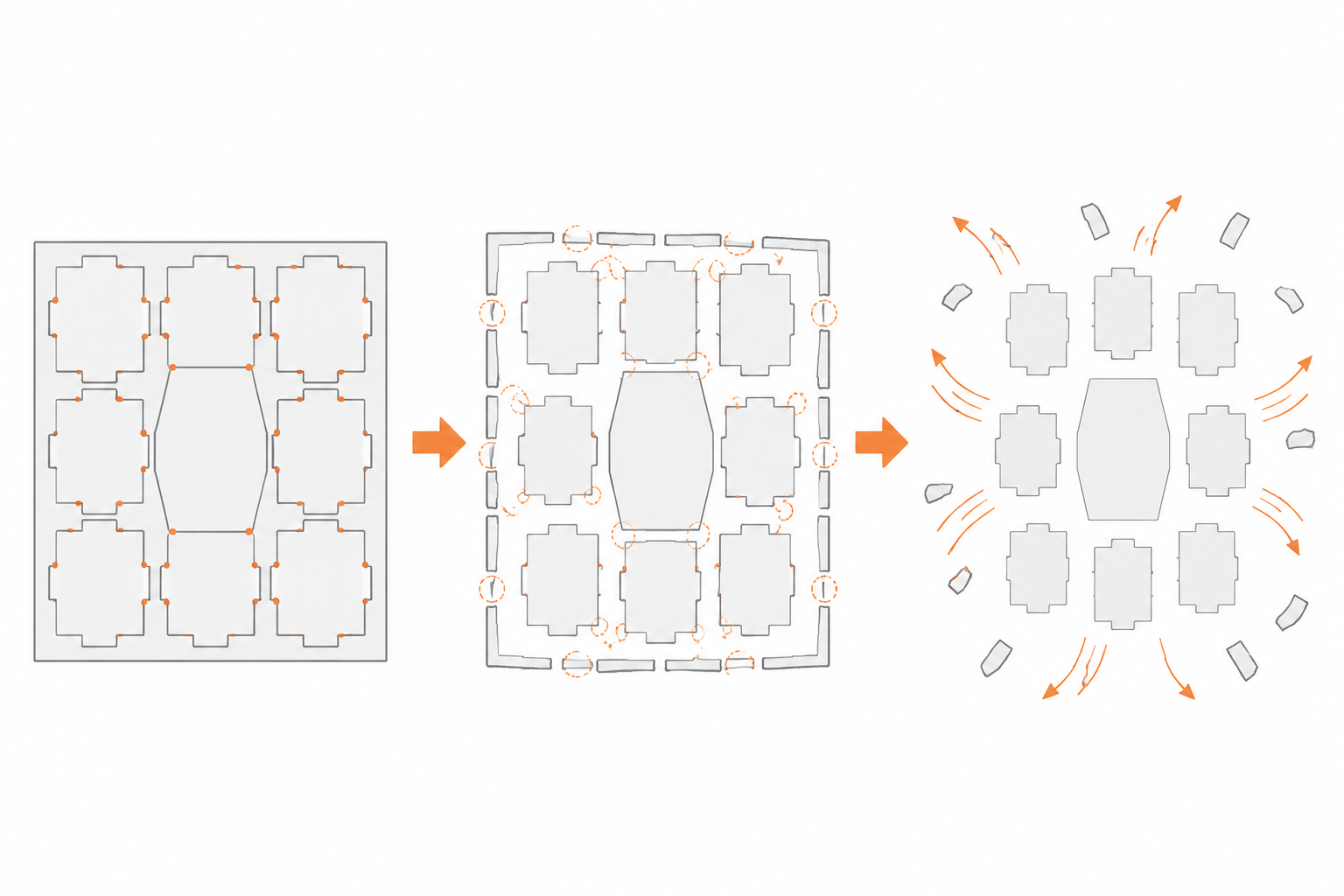
A pneumatic waste stripper works best when the waste is already weakened at the right points. That means the design should leave clear break points so the waste area can separate with a clean knock-off action.
If the waste is tied too tightly to the blank, the tool will not save much time. Operators will still have to pull and tear by hand.
For buyers, this is the first check: can the die-cut design support clean waste removal without extra manual finishing?
Which corrugated board structures are easiest to strip with a pneumatic waste stripper?
Simple, open waste areas are usually the easiest to handle.
Boards with clear edge waste and fewer small islands of waste are better for pneumatic stripping. The more stable the waste path, the more likely the tool will separate it cleanly.
Mixed structures with many fine bridges, weak cut quality, or heavy fiber pull can be harder to process. In those cases, the board may still need some manual cleanup after the main stripping step.
In factory terms, the best fit is usually a board structure that can release waste in one clear motion, not a layout that depends on repeated touching and rework.
What signs show that manual stripping is still better than pneumatic stripping for this job?
Manual stripping may still be the better choice when the waste area is small, the job volume is low, or the die-cut layout changes too often.
It can also be the better option when the waste is delicate and the board design is not stable enough for repeated pneumatic action.
If operators spend a lot of time adjusting the layout, stopping to clear stuck waste, or repairing damaged edges, the pneumatic method is losing its value.
That is why buyers should not ask only whether the machine can work. They should ask whether it will actually reduce handling time on this specific job.
How much labor and cycle time can a pneumatic waste stripper reduce in real production?

The benefit is usually seen in labor saving and more stable pace.
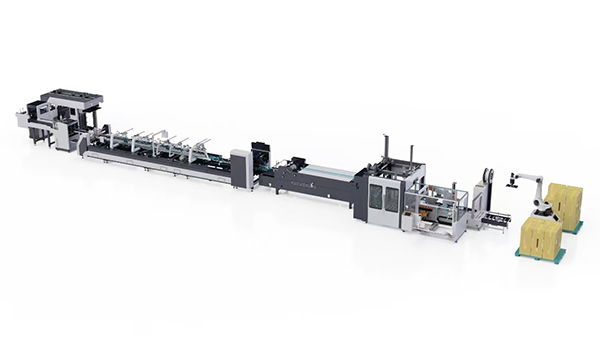
Compared with hand stripping, a pneumatic waste stripper can reduce the amount of manual pulling and edge cleanup. It also helps keep the stripping process more consistent between shifts.
For a factory with repeated die-cut jobs, that can mean less fatigue for operators and faster movement from die cutting to the next step.
The gain is not the same for every line. It depends on board structure, waste size, operator skill, and whether the job was planned for pneumatic knock-off from the start.
From a buyer’s view, the real value is not a fixed speed number. It is whether the tool removes a bottleneck in the post-press flow.
What setup mistakes cause waste to stay attached during pneumatic stripping?
The most common mistake is poor planning at the die-cut stage.
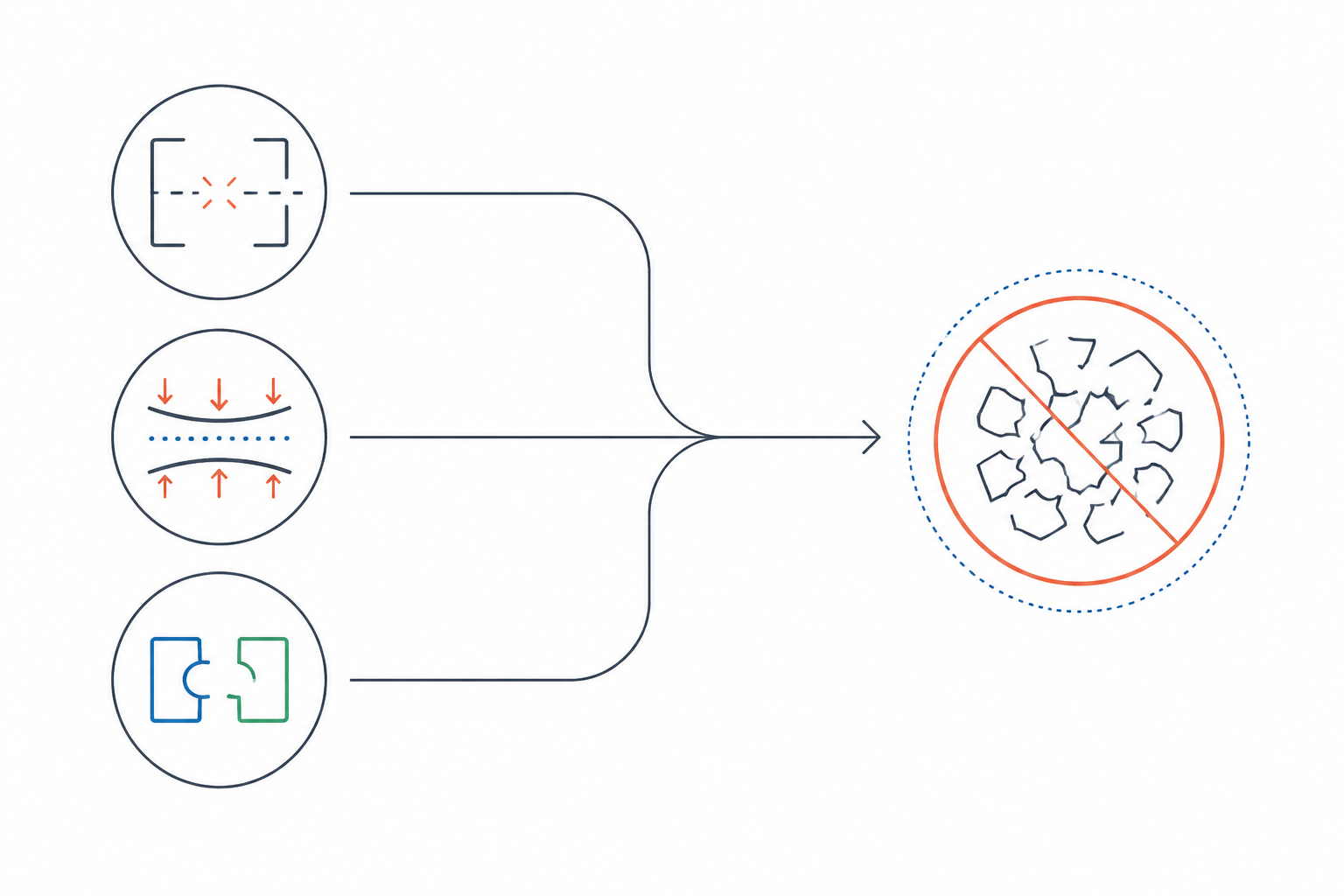
If the waste-break points are not placed correctly, the waste will stay connected too strongly and refuse to separate cleanly.
Another common issue is expecting the machine to fix a layout problem. A pneumatic waste stripper can help, but it cannot fully solve a poor cut structure.
Wrong pressure settings, uneven board quality, and weak tool matching can also leave waste behind.
In practice, this is why experienced factories look at the die-cut design and the stripping tool together. SINHOSUN-style post-press planning logic is useful here: the machine choice should match the board structure, not fight it.
Conclusão
A pneumatic waste stripper can handle corrugated board after die cutting, but only when the blank design supports clean waste separation.
For buyers, the decision should be based on layout, waste-break points, labor demand, and how stable the post-press workflow needs to be.
If the job is prepared correctly, the tool is easy to learn and can remove waste much faster than manual stripping. If the structure is not ready, it will still leave operators with too much hand cleanup.
So the best purchase decision is not “Can it blow waste off?” The better question is “Can this corrugated board job be designed for pneumatic stripping from the start?”