Vai al contenuto
Vai al contenuto 



















Many factories treat automatic blanking machine safety as a list of warnings, but operators actually face different risk points depending on the machine structure, motion sequence, and whether it runs as a standalone unit or inside a linked line.
If the team does not first understand the working principle and current machine status, pre-start checks become superficial, linked equipment hazards get missed, and unsafe actions are more likely during feeding, separation, cleaning, or jam handling.
Automatic blanking machine safety starts with understanding how the specific machine works, because hazard points differ by equipment type and line configuration. Before daily operation, operators should inspect the machine condition, confirm guards, sensors, interlocks, and emergency stops are working normally, and check any linked machines in the line. During feeding, blank separation, cleaning, jam response, and collection-related tasks, operators must follow the approved procedure instead of relying on habit or speed.
From a factory perspective, this means safety is not only about having protective devices installed. It is about knowing where motion starts, how material moves, what adjacent equipment can still act, and which steps require formal stop and isolation control.
So the article should teach operators and managers how to judge safety by machine principle, pre-work inspection, linked-line checks, and disciplined execution of approved operating procedures.
Why should operators understand the machine’s working principle before daily safety checks?
If operators do not understand the motion sequence, they may look at the machine and still miss the real danger points.

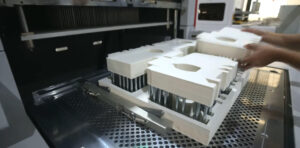
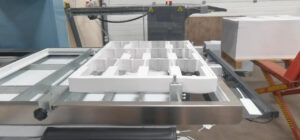
An automatic blanking machine can have moving zones at feeding, transfer, separation, delivery, waste removal support points, and collection areas. On some lines, motion can also come from upstream or downstream equipment.
That is why safety checks must start with a simple question: what moves, when does it move, and what can restart it?
Operators should know the normal sheet path, where separation force is applied, where hands must never enter during operation, and which access points are only allowed after full stop and isolation.
This is especially important during setup, die change support work, cleaning, and jam handling. These are the moments when people come closer to the machine.
From a manager’s view, understanding the working principle is the base for training. If the operator cannot explain the sequence clearly, the daily safety check is probably only a routine form.
What should operators inspect before starting an automatic blanking machine each day?
Pre-start inspection should be short, clear, and done the same way every shift.
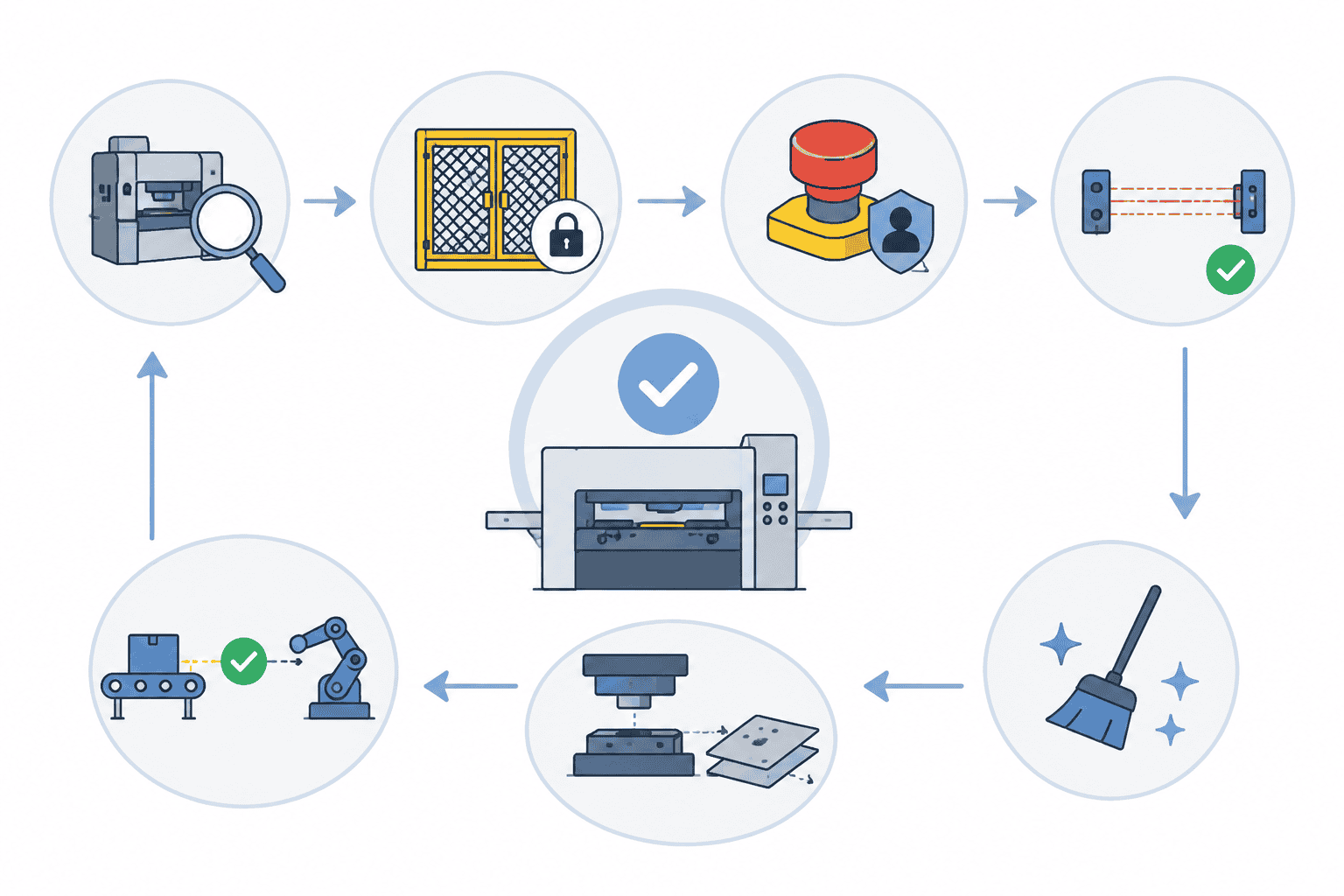
First, check the overall machine status. Look for loose parts, abnormal noise from the previous run, tool residue, paperboard waste buildup, oil leakage, air pressure issues, and any sign that the machine was left in an unsafe condition.
Next, check the protective functions. Guards should be in place and closed correctly. Interlocks should respond normally. Emergency stops should be accessible and tested according to plant rules. Sensors should be clean and not blocked or bypassed.
Then check the working area. Feeding, separation, discharge, and collection zones should be clean enough for safe operation. Floors should be dry and free from scrap that can cause slips or rushed movement.
Operators should also confirm the job condition. The correct tooling, sheet size setting, pile condition, and collection arrangement should match the approved production plan.
If the machine is part of a line, the pre-start check is not complete until the connected equipment is also confirmed safe.
A good rule is simple: if any safety device, machine condition, or job condition is doubtful, do not start and do not try to manage the risk by experience.
How should factories check safety on linked equipment around an automatic blanking machine line?
A linked line creates a bigger risk area than one machine alone.
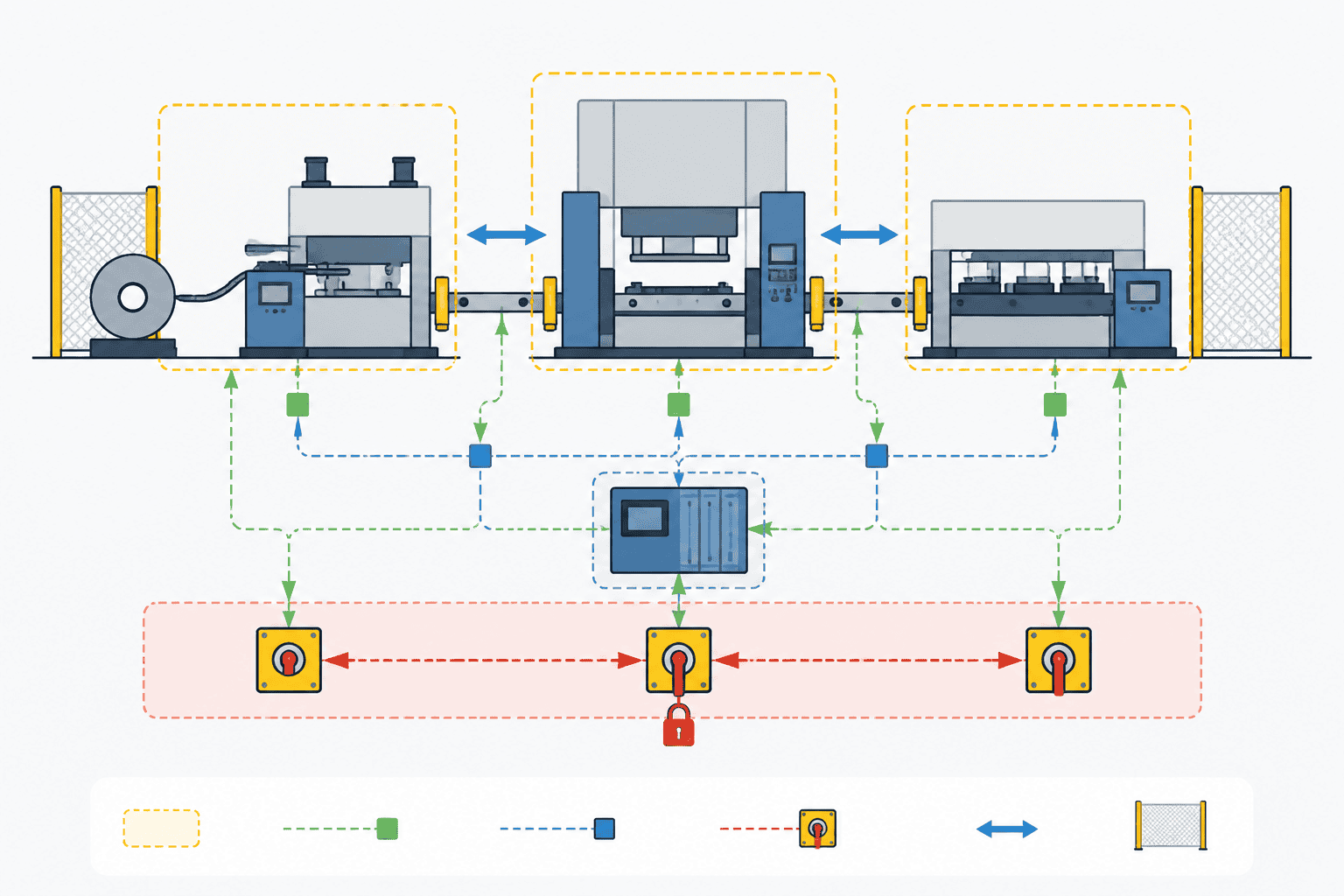
Even if the blanking section is stopped, another part of the line may still hold energy, move sheets, drive belts, or trigger a restart sequence. This is why line safety must be checked as a system.
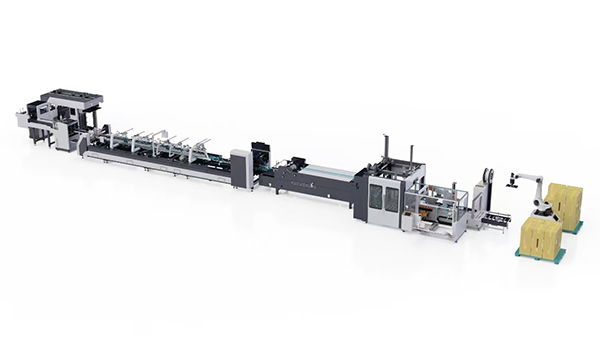
Factories should define the full linked boundary. That usually includes feeder or transfer sections, the blanking machine itself, delivery or collection equipment, and any signal-based restart logic between units.
Before production, operators should confirm that line start warnings, emergency stop response, interlocked guards, and communication between machines are working correctly.
Before any intervention, the team should know whether a local stop is enough or whether full line isolation is required. For many jam, cleaning, and access situations, full isolation is the safer choice.
Managers should also make sure responsibilities are clear. One person should not enter a guarded area while another person believes the line is ready to restart.
In practical factory use, this is one of the most common weak points. A machine may be safe by design, but the line becomes unsafe when restart control, communication, or boundary ownership is unclear.
What clothing and personal safety rules should operators follow during machine operation?
Good machine design helps, but unsafe clothing and casual behavior still create avoidable risk.
Operators should wear fitted work clothes. Loose sleeves, scarves, hanging ID cards, jewelry, and anything that can catch on moving parts should not be allowed near the machine.
Long hair should be secured. Gloves should follow the factory risk assessment. In some tasks they may protect hands, but in other tasks they can reduce feel or create snag risk, so the rule should match the job.
Safety shoes are basic. Eye protection may also be needed during cleaning, compressed air use if permitted by plant rules, or maintenance support work.
Just as important is behavior. Operators should never reach into moving zones, never bypass guards or sensors, and never use speed as a reason to ignore the approved method.
Phones, distraction, and cross-talk during startup or troubleshooting should also be controlled. Many incidents happen when attention breaks for only a few seconds.
What daily inspection, maintenance, and operating instructions should factories define and enforce?

Factories need written rules that match the real machine, not a generic poster on the wall.
Daily inspection instructions should define who checks what, when it is checked, what pass or fail looks like, and how problems are reported before startup.
Operating instructions should cover startup, normal running, feeding support, collection handling, cleaning points, jam response, shift handover, and shutdown. The wording should be simple enough for operators to use during real production.
Maintenance instructions should separate operator care from technician work. Operators may clean, inspect, and report. Technicians handle guarded access, electrical work, pneumatic work, adjustment, and parts replacement under proper isolation.
Lockout-tagout rules should clearly define when stop buttons are not enough. If a person must enter a danger zone, remove guarding, or work where stored energy may release, formal isolation is required.
Changeover and jam clearing deserve special attention. These tasks often sit between production and maintenance, so they are where shortcut behavior appears. The factory should define exact steps, approval authority, and restart confirmation.
From experience, the most stable safety result comes when inspection forms, SOPs, training records, and maintenance coordination all point to the same machine logic. That is also what serious buyers should review when they evaluate equipment and workflow, including lines built around SINHOSUN-style post-press blank separation equipment for paperboard sheets.
Conclusion
Automatic blanking machine safety is not just about telling people to be careful. It starts with understanding the machine principle, then checking the real machine condition, the linked line condition, and the approved operating path before production begins.
For paperboard post-press blank separation, factories should focus on clear guarding, reliable interlocks, disciplined pre-start checks, line-wide communication, proper clothing rules, and strict control of cleaning, jam clearing, and maintenance access.
Buyers and managers should judge safety the same way they judge output quality: by repeatable process control. In day-to-day factory practice, the safest lines are the ones where machine design, SOPs, and operator behavior support each other, whether the factory is improving an existing setup or reviewing a new SINHOSUN solution.