Passer au contenu
Passer au contenu 



















Factories often compare pin-type and mold-type blanking machine by nominal speed, but that shortcut hides the real production result.
The wrong comparison method can lead to buying a system that looks fast in a demo yet delivers lower usable output once frequent changeovers, operator input, and unstable job fit are added back into daily production.
Real productivity between pin-type and mold-type blanking should be measured by usable output per shift, not rated speed alone. A fair comparison must include makeready time, changeover frequency, labor dependence, running stability, repeat-job consistency, and fit with actual blank geometry and order mix. In many paperboard jobs, pin-type blanking is more efficient for fragmented production with frequent job changes, while mold-type blanking shows stronger productivity on stable repeat work where tooling consistency can be fully used.
From a factory viewpoint, the better method is the one that keeps total shift output predictable across the jobs you actually run, not the one with the highest brochure number.
So the comparison should move from machine speed claims to the production conditions that change real, usable blanking output.
Which order mix suits pin-type blanking machine?
Pin-type blanking usually fits factories that run many small and medium orders on suitable die-cut paperboard sheets. This is common when daily work includes many SKU changes, mixed box styles, and urgent insert jobs.
In this situation, the main pressure is not top running speed. The real pressure is how often the team must stop, adjust, and restart. If jobs change all day, a method with lower changeover burden can produce more usable output by the end of the shift.
Pin-type blanking is often stronger when blank geometry changes often and repeat volume is not high enough to fully benefit from dedicated mold preparation. Buyers should judge this with actual job history, not with one clean sample from a showroom.
A practical test is simple: count how many orders per shift change layout, size, or blank shape. If that number is high, pin-type blanking may protect output better because the workflow stays more flexible.
Which repeat jobs suit mold-type blanking machine?
Mold-type blanking usually becomes more attractive when the factory has stable repeat orders with consistent layout and long enough volume to absorb tooling effort. This is where repeatability matters more than flexibility.
If the same paperboard job runs again and again, with little change in blank arrangement, a mold-based process can reduce variation and support steady output. The more consistent the job family is, the easier it is to benefit from that fixed setup logic.
But buyers should stay disciplined here. A machine can look very productive on one repeat order and still be the wrong choice for the full factory mix. If only a small share of orders matches the mold well, total shift output may still disappoint.
The key question is not whether mold-type blanking can run fast. The key question is whether your repeat work is stable enough, frequent enough, and similar enough to keep that advantage active across normal production days.
How much setup time should buyers count for pin-type blanking machine?
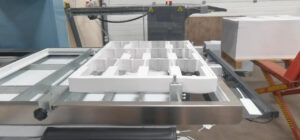
Buyers should count full setup time, not only machine start time. That means file review, tool preparation, loading, adjustment, first-sheet checking, restart after correction, and operator confirmation that blanks separate cleanly.
For pin-type blanking, setup is often one of the biggest reasons factories choose it for mixed production. Even if running speed is lower on paper, shorter and easier setup can raise total usable output across a shift with many job changes.
The safest way to compare is to measure average setup minutes across at least several recent jobs. Do not use the fastest case. Use the normal case, including jobs that are slightly awkward.
Many experienced production teams, including teams that review SINHOSUN post-press lines, compare three numbers together: setup minutes per job, restart stability after setup, and saleable output in the first hour. These numbers show reality much better than brochure speed.
How does collection labor change real output?
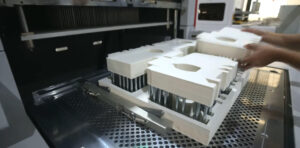
Collection labor changes productivity more than many buyers expect. A blanking process does not end when separation happens. The next step is collecting, stacking, handling, and moving usable blanks without slowing the machine or creating mixing risk.
If one method needs more manual sorting, more frequent intervention, or more attention to keep collection organized, then real output per shift will fall. This is true even when the machine section itself is fast.
Labor also affects consistency. A process that depends heavily on operator rhythm can look good with the best crew and much weaker with an average crew. Buyers should ask whether the expected output still holds when staffing changes, breaks happen, or one operator is supporting two stations.
In practice, this is why factories should record both machine running output and packed, accepted blank output. The gap between those two numbers often shows the hidden labor cost of the workflow.
What factory data should buyers compare before choosing?
Buyers should prepare data from their own factory before talking about equipment models. Without that data, the comparison stays theoretical.
Start with order mix: average run length, number of job changes per shift, repeat-order ratio, and how often blank geometry changes. Then add setup records, labor input per shift, stoppage frequency, restart loss, and final accepted output.
It also helps to group jobs into three simple types: frequent short runs, medium repeat work, and stable long-repeat work. When those groups are measured separately, the better blanking method becomes much easier to see.
Another useful check is to compare rated capacity with usable shipped output. If a line has high nameplate speed but low accepted output after stops, collection, and adjustment, then the productivity model is weak for that order mix.
From a buyer’s side, the best decision usually comes from one month of production records, not from one afternoon of machine demonstration. For suitable paperboard blank separation work, that approach reduces risk and makes supplier discussion much more practical.
Conclusion
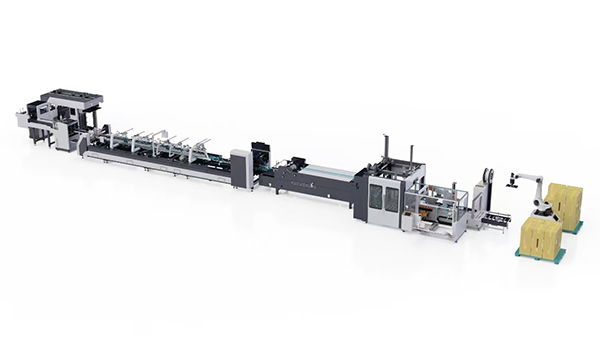
The real comparison between pin-type and mold-type blanking is not about which method has the bigger speed claim. It is about which one gives more usable output per shift under your actual order structure.
Pin-type blanking often wins when a factory has fragmented orders, frequent changes, and a strong need for flexible setup. Mold-type blanking often wins when repeat jobs are stable enough to use tooling consistency over time.
For most buyers, the right path is to compare setup burden, labor demand, collection flow, restart stability, and accepted output before making a decision. That is also how experienced post-press teams, including teams working with SINHOSUN equipment planning, usually reduce purchase risk and match the machine logic to real factory production.