Passer au contenu
Passer au contenu 



















Many factories ask how a blanking machine reduces labor after die cutting, but the real issue is usually not one operator standing at one station. It is the chain of manual touchpoints after die cutting: separating blanks, clearing surrounding waste, sorting piles, moving stacks, staging semi-finished work, and preparing the next process.
When those steps stay manual, labor cost rises, output becomes less stable, handwork errors increase, and the die-cutting section can no longer match the speed of upstream printing or downstream folding-gluing.
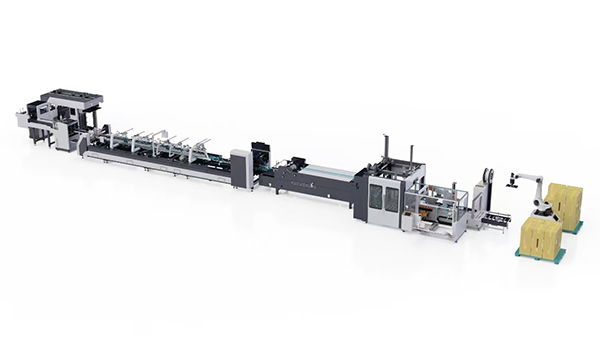
A blanking machine reduces labor after die cutting by replacing manual blank separation, pile sorting, and repeated handling of paperboard stacks. In more automated carton workflows, it can also connect with automatic feeding, blanking, waste-edge collection, stacking, packing, bundling, and in some layouts even inline transfer to the folder gluer, so labor reduction comes not only from one machine, but from removing manual touchpoints across the post-die-cut process.

From a factory view, this means the buyer should not judge labor reduction only by how many people stand at the blanking station today. The better question is which manual steps still exist after die cutting, which of them are repetitive, and whether those steps can be linked into a more continuous carton workflow.
So the article should explain where labor is actually removed, when integrated automation is practical, and what production conditions must be checked before evaluating a blanking machine or a wider post-die-cut automation setup.
Which manual steps after die cutting can be removed by blanking alone, and which require a linked automation line?
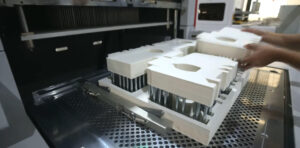
A standalone blanking machine mainly removes the handwork used to separate finished blanks from die-cut paperboard sheets or sheet stacks. This is the most direct labor saving.
In many plants, operators still break apart blanks by hand, shake out the waste edge, sort usable pieces, align piles, and move stacks to the next area. A blanking machine can reduce or remove much of that repeated work when the job is suitable for machine blank separation.
What blanking alone usually helps with:
- manual blank separation from die-cut sheets
- some pile sorting and pile straightening
- repeated lifting and re-handling around the blanking station
- more stable output than hand separation
What blanking alone usually does not finish by itself:
- automatic feeding of incoming die-cut loads
- automatic transfer to packing or bundling
- automatic connection to the folder gluer
- full line waste-edge collection and material flow control
Those wider labor cuts need linked automation. In other words, blanking can remove the hardest hand step first, but the rest of the labor only falls further when feeding, stacking, collection, and transfer are also connected.
When does automatic feeding, blanking, stacking, and bundling make more sense than a standalone blanking machine?
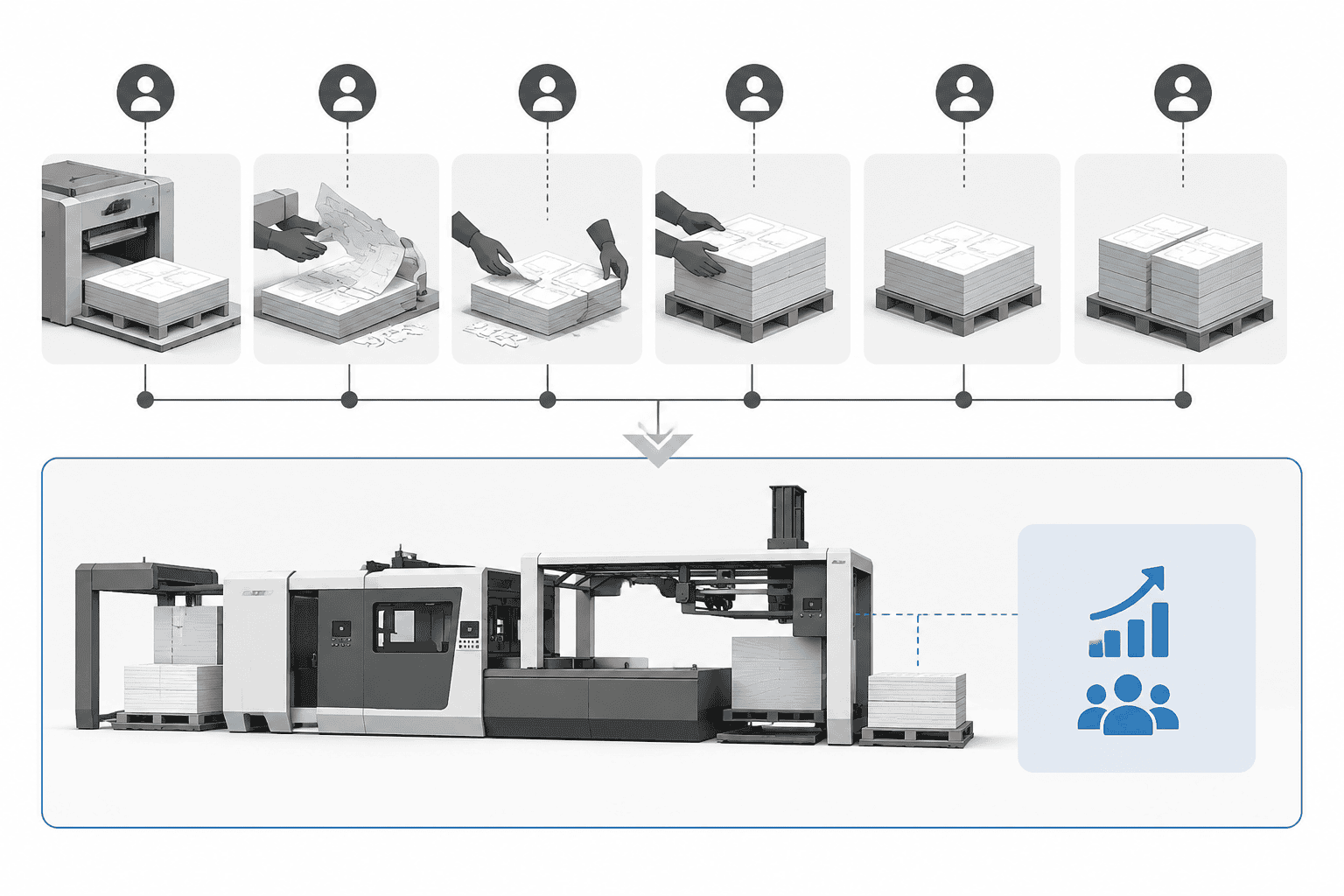
A linked line makes more sense when labor is not concentrated at one blanking point, but spread across several small handling steps after die cutting.
This is common in folding carton plants with repeat work, steady layouts, and enough daily volume. One operator may not look expensive by himself, but several operators touching the same product again and again across feeding, blanking, stack moving, packing, and bundling create a bigger hidden cost.
A line approach is often stronger when:
- the same or similar carton structures run often
- production volume is stable across shifts
- piles must move quickly to the next process
- handoff delays are causing work-in-process buildup
- downstream folder gluer capacity is higher than manual post-die-cut handling capacity
A standalone blanking machine still makes sense when the first goal is to remove the worst manual separation task without changing the full line. Many buyers start there.
But if the factory already knows that labor loss happens across the whole post-die-cut chain, not at one station only, then automatic feeding, stacking, and bundling may give a clearer result than buying a single machine and keeping the rest manual.
What production conditions are needed before a blanking machine can connect smoothly to the next carton process?
Connection to the next process sounds simple, but it depends on production discipline.
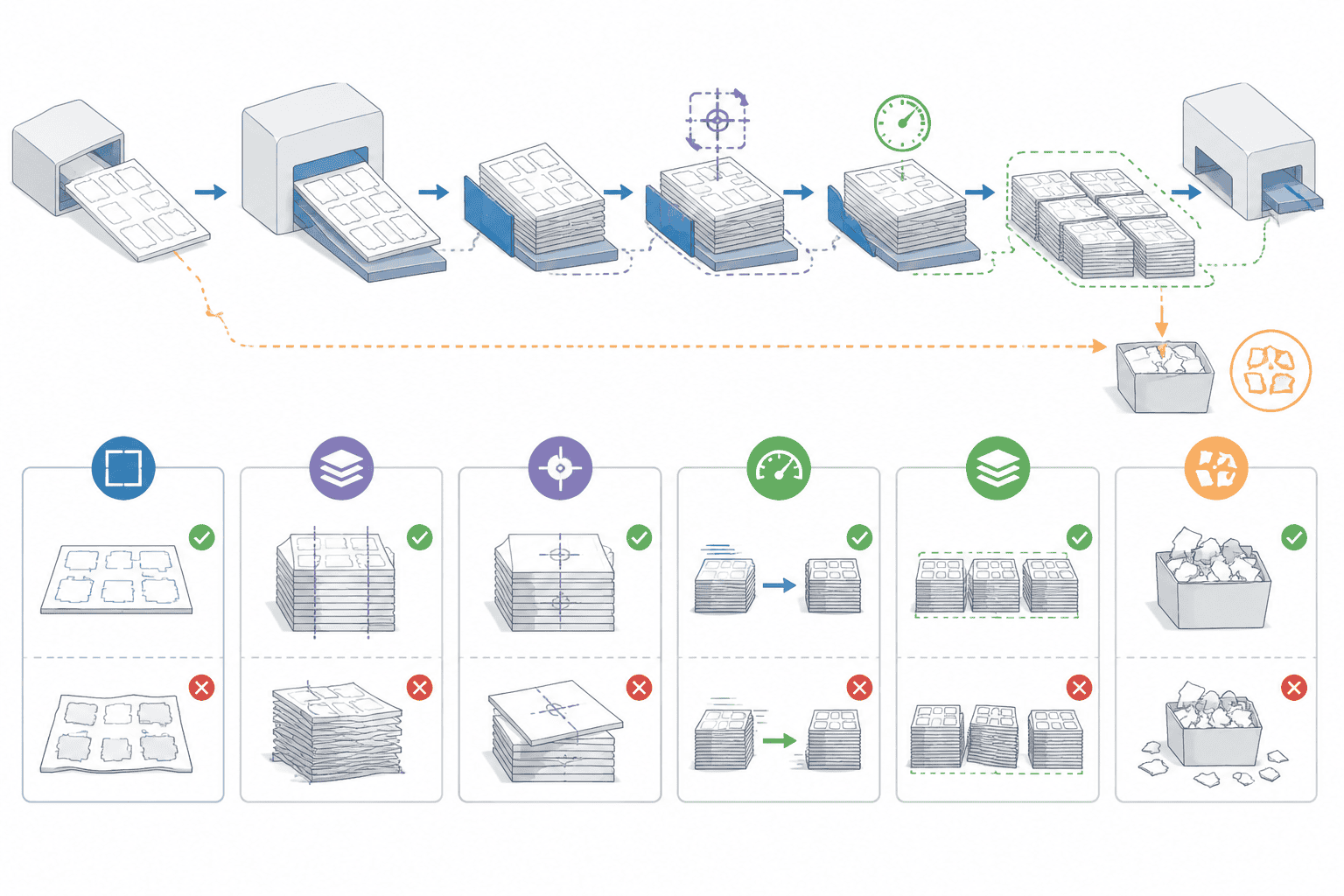
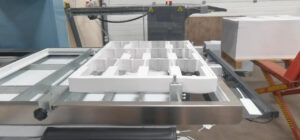
First, the die-cut output must be consistent. If sheet size variation, nick control, or waste break quality change too much from batch to batch, the blanking stage becomes less stable.
Second, pile quality matters. Stacks must stay aligned, flat, and suitable for automatic handling. If piles are loose, leaning, mixed, or frequently damaged during movement, smooth transfer becomes difficult.
Third, the next process must accept the same production rhythm. For example, linking to folding-gluing only works if blank orientation, counting logic, batch control, and line speed are managed together.
Factories should also check:
- job change frequency
- operator skill on setup control
- available floor space for turning, buffering, and discharge
- waste-edge collection method
- whether quality inspection still requires manual interruption
In practice, smooth connection is less about one machine feature and more about whether the whole paperboard carton workflow is stable enough to run with fewer manual resets.
How should a factory judge whether post-die-cut handling, not die cutting itself, is the real labor bottleneck?
Buyers often look first at the die cutter because it is the main machine. But labor bottlenecks after die cutting are easy to hide.
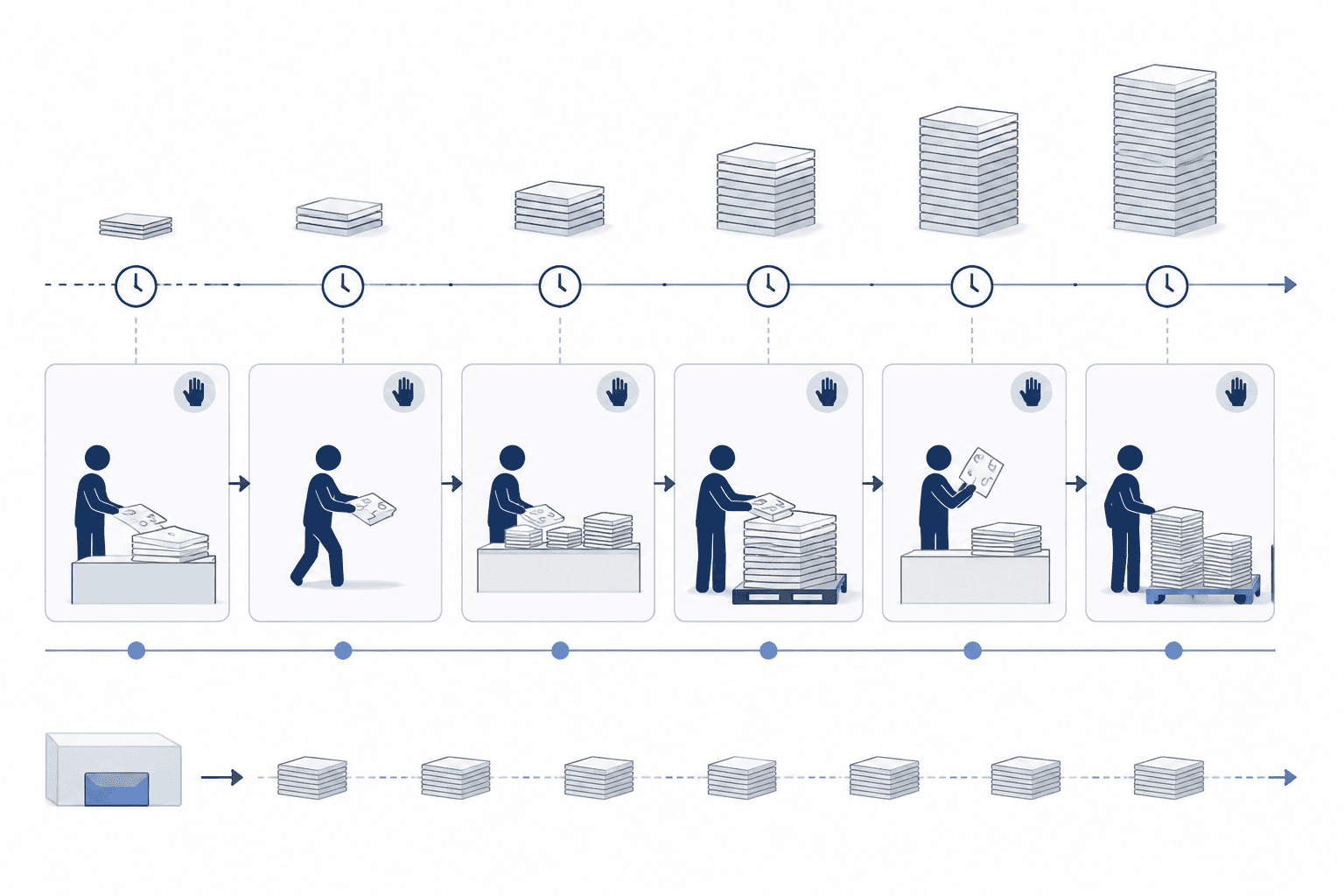
A simple way to judge is to follow one job for a full shift and record every touch after die cutting. Count how many times the pile is separated, moved, sorted, restacked, checked, and prepared for the next process.
If the die cutter keeps producing but semi-finished stacks wait for people, then the bottleneck may already be in post-die-cut handling. The same is true if workers must speed up before shift end just to clear backed-up piles.
Useful signs include:
- die-cut output is stable, but downstream supply is uneven
- labor changes from shift to shift change actual throughput a lot
- overtime appears mainly in separation and handling work
- quality issues come from hand sorting, pile mixing, or stack damage
- the next process waits for prepared blanks even when die cutting is finished
This is where many factories change their view. The question is no longer whether blanking is faster than handwork in theory. The question is whether manual post-die-cut handling is now limiting the whole line.
What layout, job repeatability, and pile stability issues can limit automation after die cutting?
Automation works best when the product and the workshop behave in a repeatable way.
Layout is the first limit. If the die cutter, blanking area, temporary storage, and next process are far apart, the factory may keep too much forklift or trolley movement even after installing blanking equipment.
Job repeatability is the second limit. Frequent small orders, many blank formats, and unstable batch sizes can reduce the real labor gain if setup and changeover happen too often.
Pile stability is the third limit. Automatic blank separation depends on clean sheet formation, reliable die-cut release, and stacks that stay square enough for handling. If the pile condition changes too much, the machine may still run, but labor comes back through extra adjustment and supervision.
Buyers should be realistic here. A blanking machine does not remove process variation by itself. It removes labor best when the factory already controls layout, pile quality, and job organization to a reasonable level.
This is why experienced suppliers, including teams like SINHOSUN, usually ask about product structure, stack condition, target speed, and next-process connection before talking seriously about configuration. Those questions are not sales talk. They are the basic checks that decide whether automation will truly remove labor or only move labor to another point.
Conclusion
For suitable paperboard carton work, a blanking machine reduces labor most clearly by removing manual blank separation, repeated pile handling, and unstable hand sorting after die cutting.
The larger gain comes when the factory looks beyond one station and checks the whole post-die-cut path: feeding, blanking, waste-edge collection, stacking, transfer, packing, bundling, and possible connection to folding-gluing.
If those steps are repetitive, stable, and volume-driven, automation can remove several manual touchpoints instead of only one job. If layout, pile quality, and job repeatability are weak, labor reduction will be smaller than expected.
So before asking for quotations, buyers should map the real handwork after die cutting, confirm that the application is suitable for paperboard blank separation, and judge whether they need a standalone blanking machine or a more connected workflow. That is usually the difference between buying equipment and actually removing labor.