Skip to content
Skip to content 



















Many carton plants ask about blanking equipment by machine category first, but the real decision starts with the job itself: food packaging, medicine boxes, and cosmetic cartons do not carry the same cleanliness target, appearance tolerance, or handling risk after die cutting.
If buyers skip that application check, they may choose a setup that runs the sheet but leaves too much manual contact, unstable separation, edge damage, surface marking, or unnecessary labor pressure in post-press.
Choose blanking equipment for food packaging, medicine boxes, and cosmetic cartons by checking five application factors: paperboard type and carton size, carton structure, cleanliness and appearance standards, and the level of automation required.

In practice, most folding carton factories do not need the most complex machine on paper. They need a blank separation method that matches the product standard and removes finished paperboard blanks cleanly and consistently after die cutting.
So the useful buying question is not which blanking machine is generally best, but which level of blanking workflow fits your carton type, hygiene requirement, and production target with the least handling risk.
What blanking setup suits common food cartons?
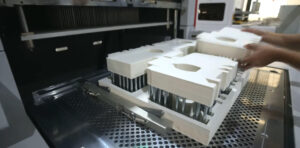
For common food cartons, the first check is whether the job is a standard folding carton made from paperboard and whether the blank can be separated cleanly after die cutting without too much hand work.
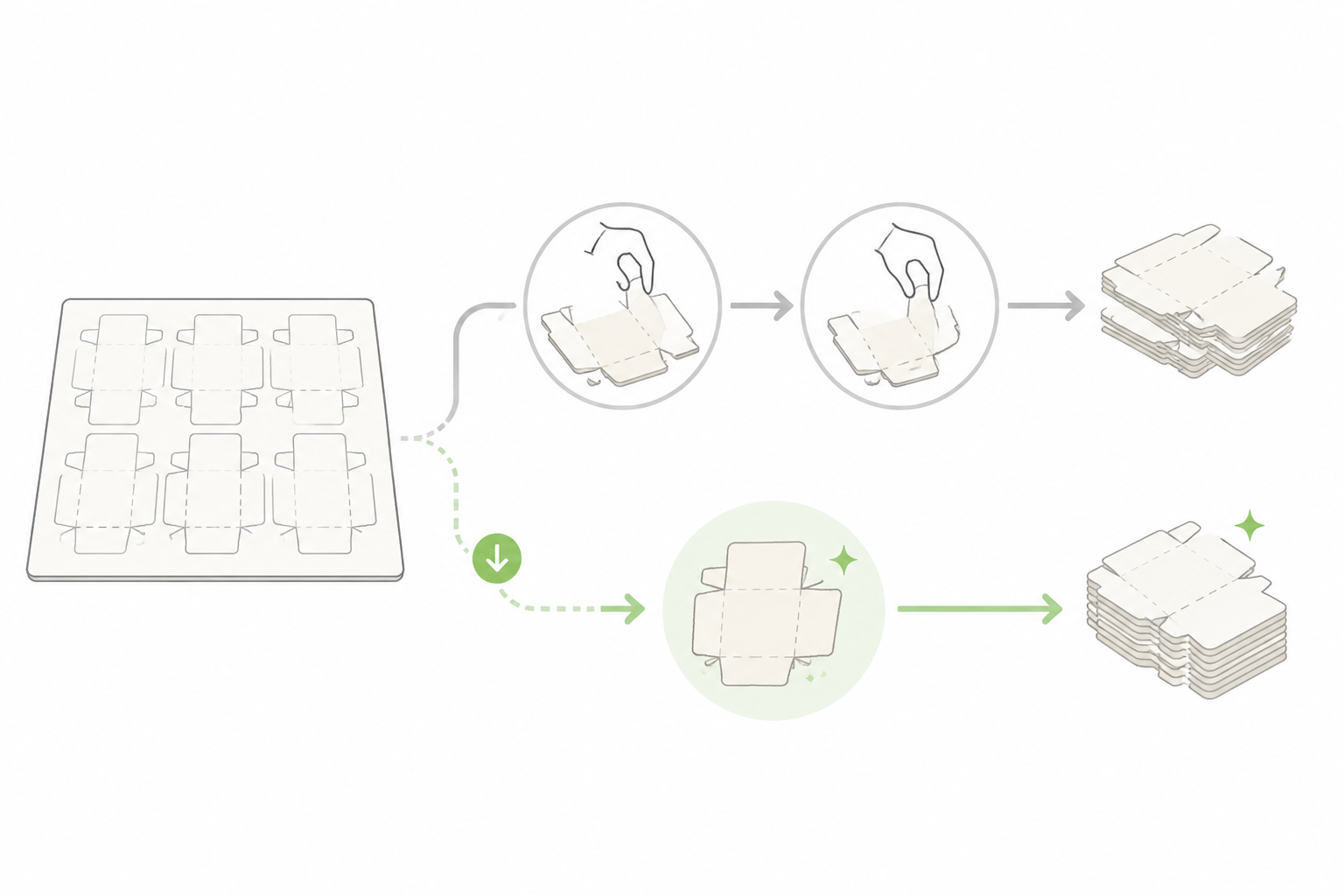
Many food carton jobs are not the most difficult structurally, but they do ask for cleaner handling than general commercial carton work. That means buyers should look at how many times operators must touch the finished blanks before the next packing step.
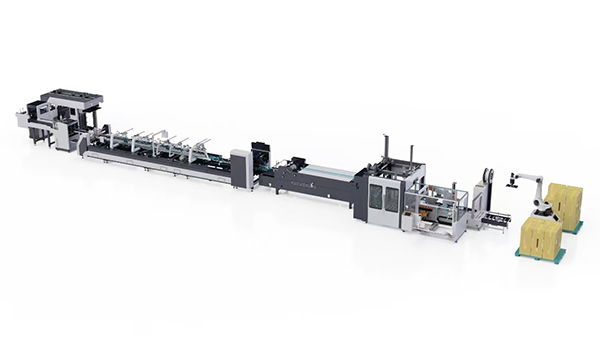
If the carton size is regular, the layout is not too dense, and the order volume is steady, a more automated blanking process is usually the better choice. It helps reduce manual contact and gives more stable separation from sheet to sheet.
If the food carton job mix changes often, an offline blanking machine can also make sense. It lets the plant separate blanks after die cutting in a controlled step without forcing every job into the same inline flow.
The key is to stay within folding carton paperboard applications. The goal here is clean separation of finished blanks from die-cut sheets, not corrugated box waste stripping or carton waste removal.
What blanking requirements do medicine boxes usually have?
Medicine boxes usually have tighter control needs than normal folding cartons. Buyers should expect higher attention to cleanliness, repeatability, and reduced handling.
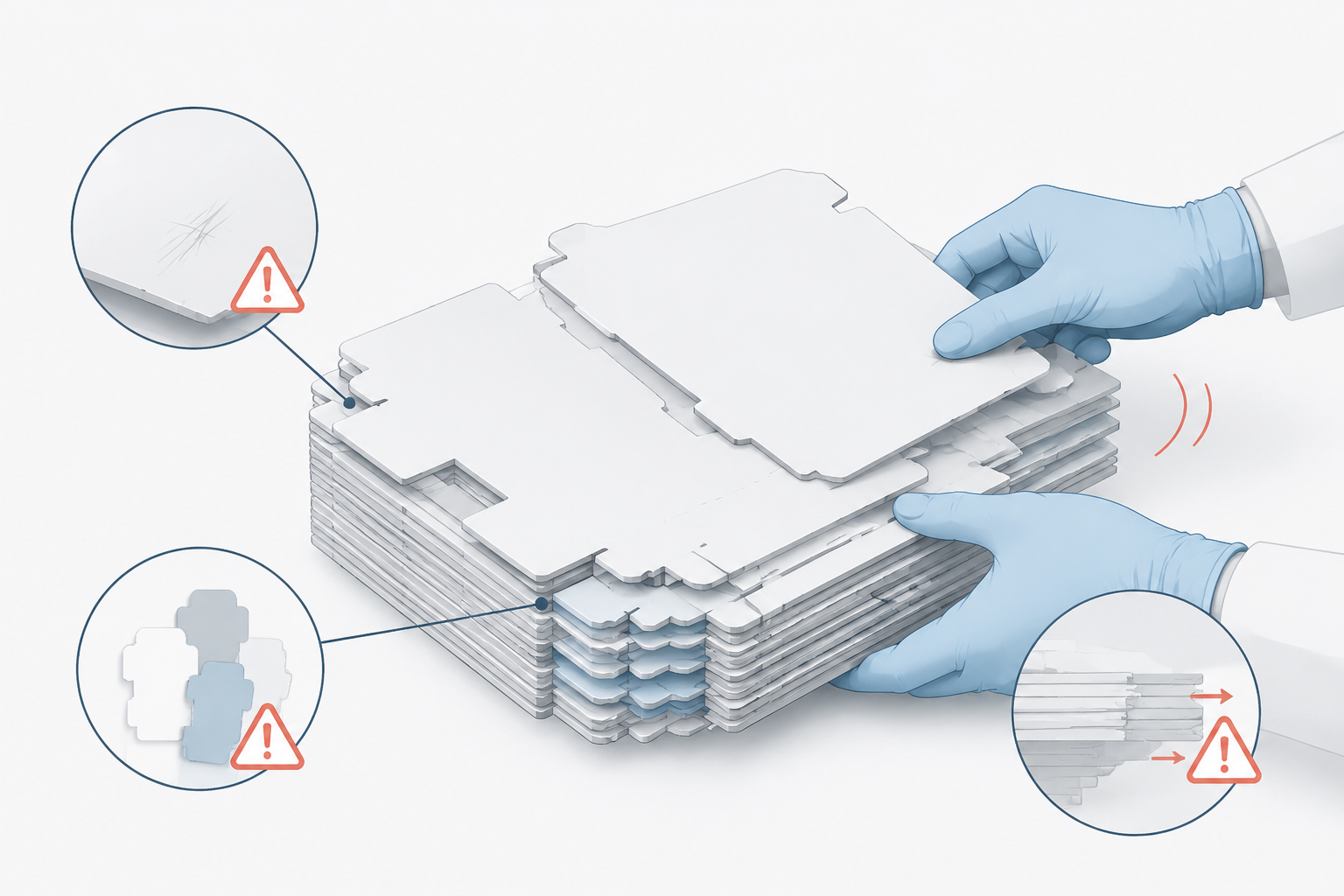
In many plants, the main risk is not only productivity. It is also mix-up risk, scratch risk, and too many hand touches between die cutting and the next process. If the blanking step is unstable, operators often need to sort, press, or re-stack the cartons by hand.
That is why medicine box work often pushes the factory toward a higher automation level. The blanking method should separate the finished paperboard blanks cleanly, keep the pile neat, and reduce extra operator intervention.
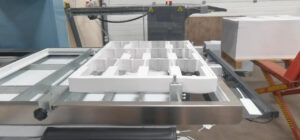
Small box formats also matter. Many medicine cartons are compact, arranged densely on the sheet, and sensitive to edge quality. Buyers should check whether the proposed setup can hold stable separation when the nicks are small, the layout is tight, or the box count per sheet is high.
When we discuss projects like this at SINHOSUN, the useful question is usually not maximum speed alone. It is whether the equipment can keep product contact controlled and output consistent across repeated medicine box orders.
What does cosmetic carton blanking need to protect appearance?
Cosmetic cartons often carry the highest appearance pressure among these three applications. The carton may have dark solid printing, metallic effects, lamination, embossing, or other finishes that show marks very easily.

For these jobs, buyers should judge blanking by product protection first. A solution that separates blanks fast but leaves rub marks, corner crush, edge fluff, or stack pressure marks is not really the right solution.
The carton structure also matters. Cosmetic cartons may include narrow side panels, special shapes, display-style outlines, or delicate locking areas. Those details can make separation less forgiving after die cutting.
In practice, this means the blanking level should be chosen with both separation stability and surface protection in mind. Less rough handling, cleaner pile delivery, and fewer manual corrections usually help more than chasing a machine spec alone.
This is also where trial samples are important. Buyers should ask to review actual separated blanks from similar board grades, similar print finishes, and similar layout density before making a final decision.
When is an offline blanking machine better for short, fragmented orders?
An offline blanking machine is often better when the factory does many short runs, many SKU changes, or many orders that do not justify a fixed high-speed flow every time.
In fragmented production, flexibility can be more valuable than a theoretical top output number. If die-cut sheets can be collected first and then separated in a planned offline step, the plant may schedule labor and machine time more smoothly.
Offline blanking can also help when different carton jobs need different handling rules. A plant may have common food cartons, strict medicine boxes, and appearance-sensitive cosmetic cartons in the same workshop. Running blank separation as a separate controlled step can make changeovers easier.
This approach is also useful when the current bottleneck is not die cutting itself, but the manual pile-breaking and blank picking work after die cutting. In that case, the buyer should compare labor load, sorting time, and handling damage before and after offline separation.
Many buyers choose offline equipment not because every order is large, but because order fragmentation makes manual post-press unstable. For that type of factory, the right answer is often better workflow control, not simply a larger machine label.
Which job details decide the right blanking level?
Before asking a supplier for a recommendation, buyers should prepare the real production details. Without that data, machine selection becomes too general.
Start with the board grade and thickness, sheet size, carton size, and layout count per sheet. Then confirm whether the carton shape is simple or special, whether the blank has narrow bridges or delicate corners, and how tight the die-cut arrangement is.
Next, define the product standard. Is the main concern labor reduction, cleaner handling, appearance protection, or controlled product contact for medicine or food work? These are not the same buying priorities.
After that, check the workflow target. Do you want separation directly after die cutting, or as an offline step? Are orders long and repeated, or short and fragmented? How many operators are now needed to finish blank separation manually?
Finally, ask for proof in job terms, not only equipment terms. Good supplier discussion should include sample sheets, expected output range, waste risk points, stack condition after separation, and operator involvement. In our experience with SINHOSUN-style project evaluation, this is where the correct blanking level becomes much clearer.
Conclusion
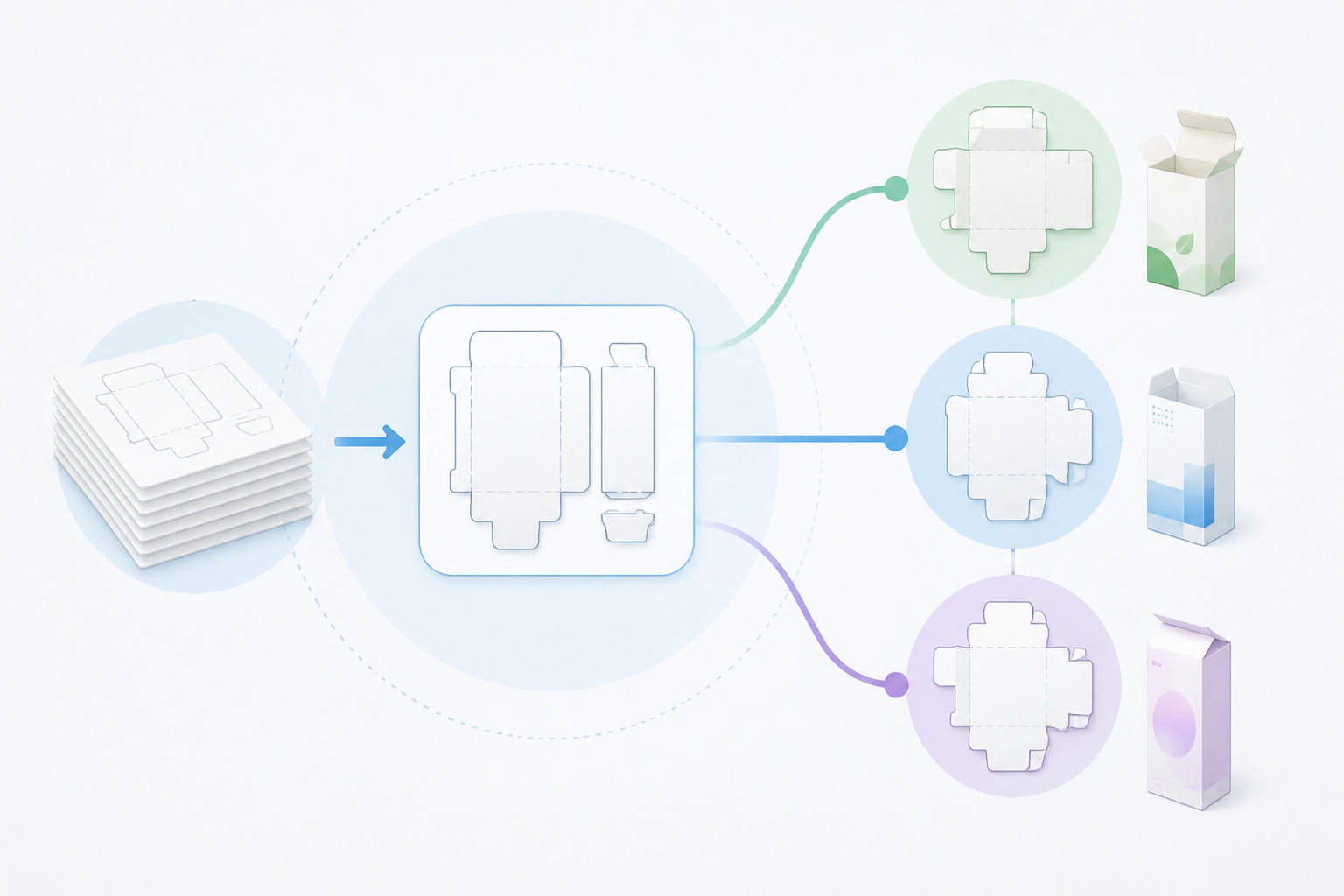
The best blanking equipment choice for food packaging, medicine boxes, and cosmetic cartons starts with the carton application, not the machine name. Buyers should check five things first: paperboard type and carton size, carton structure, cleanliness standard, appearance standard, and required automation level.
Common food cartons often need cleaner and more stable separation with less hand contact. Medicine boxes usually push the decision toward tighter control and higher automation. Cosmetic cartons need special care for surface and edge protection.
If the plant handles short and fragmented orders, offline blanking may fit the workflow better than a fixed one-path setup. If the jobs are stable and repetitive, a more automated flow may give better consistency.
A practical supplier discussion should be based on real job samples and real post-press problems. That is usually how factories reach a sound decision, and it is also how teams like SINHOSUN normally judge whether a blanking solution truly fits folding carton production.